|


Complete QC Manual
Quality Assurance
Our inspection system procedures assure conformance
to contract requirements.
The provisions incorporated hereafter are in accordance
with MIL-I-45208A. Unless otherwise requested, the order of precedence for
contract requirements shall be:
1) Purchase Order
2) Drawings
3) Supporting Specifications
This shall apply to all orders requiring the application
of MIL-I-45208A.
|
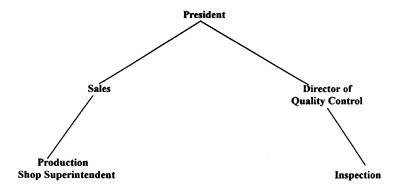
Organization Chart
|
Authority of Quality Control
Inspection Department has the authority to place
stop orders on production where deviations from quality control standards
have occurred. At this time quality control director and production control
will make necessary corrections.
|
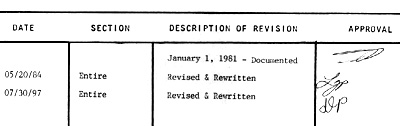
Revisions
All requests for revisions to our quality control
standards reviewed by Quality Control for applicability and adherence to
appropriate specifications.
Revisions will be documented, appended and initialed
by Quality Control.
A complete review of our quality control system will
be conducted annually to assure compliance with applicable specifications
and so noted under the revision control appendices.
|
Revision Record
|
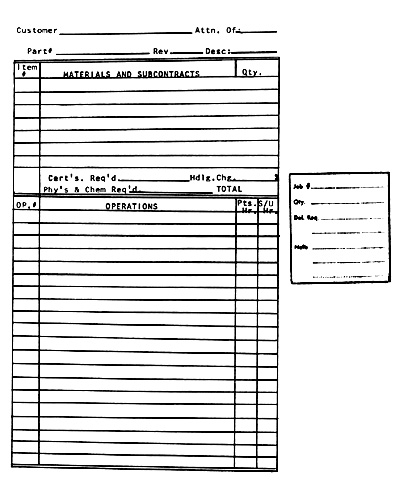
Manufacturing Operations
The purpose of this document is to identify work
in process, sequence of operations, operator, inspection documentation and
special instructions.
One Manufacturing Operations Sheet is issued for
each production lot.
The individual operator and/or inspector is responsible
for the entries required for each operation.
Each operation will be subject to a First Article
inspection and in-process inspections as deemed necessary. The product will
be subjected to a Final inspection and documented on the Manufacturing Operations
Sheet (see Sample Plan for quantity.)
The completed Manufacturing Operations Sheet is maintained
in the customer file with the drawing, certifications, specifications and
other pertinent data.
|
Manufacturing Operations Sheet
|
Document Change Control
Drawings and specifications are filed by customer
name.
Quality Control shall be responsible for assuring
that the correct drawings and specifications of the required revision accompany
the released Manufacturing Operations Sheet and are made available for use
by production and inspection.
Quality Control shall be responsible for making changes
received from the customer and assure the obsolete drawings/specifications
are removed and clearly identified as obsolete.
When a change is put into effect the Manufacturing
Operations Sheet must be revised, dated and initialed and the product in
process must be reviewed to determine the effectivity of potential rework
or separation. Special instructions on the Manufacturing Operations Sheet
shall denote proper action.
All drawings, specifications, Manufacturing Operations
Sheets, certifications and other pertinent data shall be returned to the
customer file folder upon completion of the finished product.
|
Corrective Action
This procedure details the method of securing corrective
action to prevent a repeated discrepancy/rejection. There are two types
of action required.
IN-HOUSE CORRECTIVE ACTION:
Discrepancies caused internally, parts having been rejected
by inspection or returned from the customer.
VENDOR CORRECTIVE ACTION:
Discrepancies of material, parts or processes as
received
from a vendor.
IN HOUSE C.A.R.: When a rejection occurs during the
in-house operations or hardware is returned from the customer as rejected,
the IN-HOUSE C.A.R. form will be completed and filed in the customer file
folder or attached to the Manufacturing Operations Sheet in process.
VENDOR C.A.R.: When material, parts or processes
are rejected at receiving inspection, a duplicate VENDOR C.A.R. form will
be initialed, original to vendor, duplicate to follow-up. Upon receipt of
acceptable VENDOR C.A.R., the duplicate will be pulled and filed in the
vendor file.
|
In House Corrective Action Request
|
Vendor Corrective Action Request
DATE: __________
TO:
ATTN:
REF. P.O.#:
The following discrepancies have been documented
against the referent purchase order by our Receiving Inspection and require
Corrective Action.
Signed: _________________________
ACTION taken to prevent recurrence: ________________________________________
_______________________________________________________________________
_______________________________________________________________________
BY: __________________________Position:_________________Date:
_____________
*Please detail your corrective action and return
to our inspection department
within 15 days.
|
Material Storage
All material shall be clearly identified upon receipt
with the following information:
Type of material
Customer P.O.#
All material shall be stored in a controlled manner
and in bins or racks to prevent damage.
When a partial quantity is released it will be accompanied
with a Manufacturing Operations Sheet and the remaining material shall maintain
proper identification.
Periodic surveillance of the material storage shall
be performed by the inspection personnel assigned. Any discrepancy will
be reported to the area supervisor for necessary corrections.
|
Non-Conforming Material
The inspection department shall be responsible for
identifying any and all discrepant material and shall separate discrepancies
from the conforming parts.
Identification of discrepant material shall be positive
and clearly shall indicate the rejection cause. Non-conforming Material
shall be segregated in a separate "Hold Area" until disposition
by M.R.B.
Disposition of non-conforming material shall be made
by authorized personnel only. Only inspection personnel may release material
after satisfactory corrective action has been taken.
|
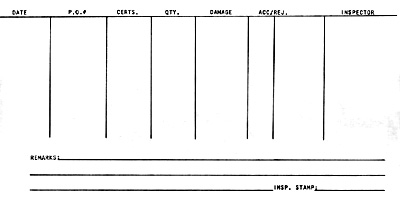
Receiving Inspection
All sub-contracted parts, material or processes shall
be subjected to a receiving inspection.
A receiving inspection log shall be maintained to
record the activity and actions by receiving inspection.
The following steps are to be adhered to in performing
receiving inspection.
1) Obtain copy of P.O., drawings and/or specifications.
2) Log date and Purchase Order Number.
3) Inspect material for certifications.
4) Inspect material for quantity and any physical
damage.
5) Inspect material for criteria (dimension, processes,
etc.)
6) Log accepted or rejected.
7) Identify material (see material storage or issue
C.A.R.).
8) Store material, file certifications in customer
file.
The quantity of parts to be inspected will be consistent
with the sampling instructions of this manual.
|
Receiving Inspection Log
|
First Article Inspection
A first article inspection shall be performed on
all quality program production orders. The first article shall be noted
on the Manufacturing Operations Sheet. The first article shall be recorded
on an inspection form, to be maintained by Quality Control. All records
are to be kept on file in the Quality control area.
The first article must be acceptable prior to the
release for production to be run for that operation. This may consist of
one or more characteristics as noted on the Manufacturing Operations Sheet
and includes all operations up to the prior inspection.
Correction of operations to produce an acceptable
first article do not require a formal corrective action.
|
In-Process Inspection
If the production run consists of more than 50 parts,
an in-process inspection will be performed at a rate designated by Quality
Control. The inspection will be based on the complexity and tolerance of
the part.
This inspection shall be noted on the reverse side
of the Manufacturing Operations Sheet. All in-process inspections will be
so noted. The information required is as follows:
CRITERIA
PIECE #
ACC/REJ
DATE
BY
The inspected parts will be identified as acceptable
or unacceptable so that no co-mingle will occur in the production run.
If a reject is found during an in-process inspection,
the lot will be 100% inspected for that criteria and the parts rejected
will be segregated and identified as non-conforming material.
This must be so noted on the reverse side of the
Manufacturing Operations Sheet and the foreman notified immediately.
|
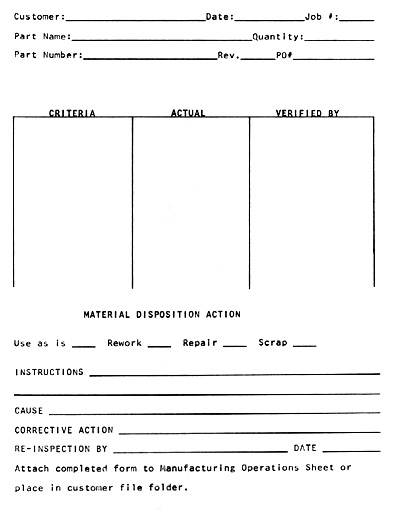
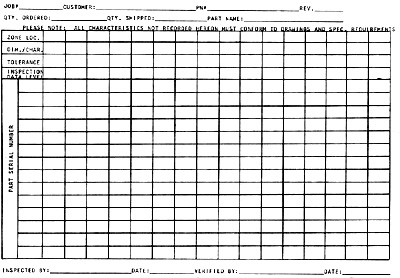
Final Inspection
A final inspection shall be performed on all completed
parts using the sampling plan as reviewed earlier. This sampling plan meets
MIL-STD-105.
All rejected parts will be segregated and identified
for proper action by authorized personnel.
A note on the Manufacturing Operations Sheet shall
indicate final inspection performed, quantity accepted and shall be dated
and initialed by the performing inspector.
Final inspection includes verification of all requirements
on the Purchase Order, drawings and applicable specifications.
|
Inspection Record Sheet
|
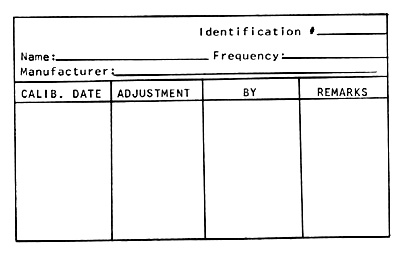
Inspection Equipment Calibration
All inspection measuring devices and control instruments
shall be calibrated at regular intervals sufficient to assure the required
accuracy at all times.
A card file will be maintained by Quality Control
to record a calibration record for each device.
Each device will be identified with a numbered sticker
to relate to the calibration card of the particular instrument/device.
Master equipment shall be calibrated by sources capable
of traceability to the National Bureau of Standards.
The Calibration System shall be in accordance with
MIL-C-45662A.
|
Inspection Equipment Calibration Record Cards
|
Inspection Equipment Calibration Frequency
NOTE: These designated frequencies are used as the
starting frequency and may be revised as dictated by the frequency of adjustment/repair
required. (See individual calibration cards.) In no case will 12 months
be exceeded.
Micrometers (all types) ----------1 month
Dial/Vernier Calipers -----------3 months
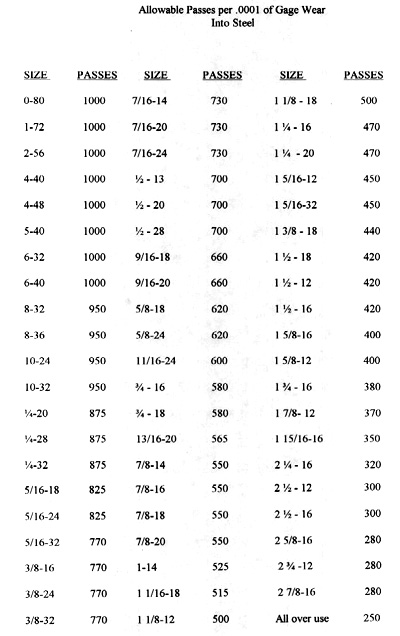
Thread Plug Gages ---------------3 months or number
of passes
Thread Ring Gages ---------------3 months or number
of passes
Dial Indicators ---------------------3 months
Plain Plug Gages ------------------6 months
Precision Pin Gages --------------6 months
Drill Blanks -------------------------6 months
Precision Height Gages ----------6 months
Electronic Height Gages ---------6 months
Gage Blocks -------------------------12 months
Surface Plates -----------------------12 months
End Standards -----------------------12 months
Optical Comparators --------------12 months
Protractors ---------------------------12 months
Vee Blocks ---------------------------12 months
Parallels ------------------------------12 months
Angle Plates -------------------------12 months
Precision Squares -----------------12 months
Sine Bars ----------------------------12 months
|
Thread Gages
|
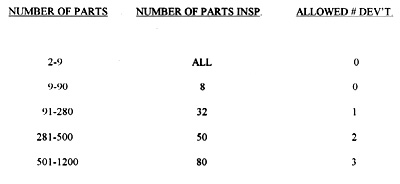
Sampling Plan
This sampling plan is applicable to receiving inspection,
in-process inspection and final inspection.
The chart, as follows, is based upon normal operations
assuming the equipment is capable of holding the required tolerances. In
the event there are other circumstances such as tight tolerances, difficult
material or operations that are historically difficult to produce, the inspector
will initiate a tighter inspection plan as required. The customer may establish
the sampling plan as per purchase order and specification requirements.
If a tightened sample plan is determined necessary,
this shall be noted on the reverse side of the Manufacturing Operations
Sheet.
|
Sample Plan Table
|
This page is best viewed with a screen
resolution of 800x600 or higher with Netscape 4.0 or Internet Explorer 4.0.
|